Vision par Ordinateur : Le Levier de l’IA pour Atteindre le Zéro Défaut dans l’Industrie Automobile et Aéronautique
Dans les secteurs où la moindre imperfection peut engendrer des conséquences catastrophiques – tant sur le plan financier que sécuritaire – la quête du « zéro défaut » n’est pas un luxe, mais une nécessité absolue. L’industrie automobile et l’aéronautique, piliers de l’ingénierie de précision, ont longtemps reposé sur le contrôle qualité humain. Si l’œil expert de l’opérateur reste une ressource précieuse, il est soumis à des limites cognitives inhérentes : fatigue, subjectivité, et une capacité finie à traiter des volumes de données à haute vitesse. C’est ici qu’intervient une rupture technologique majeure : la vision par ordinateur, ou Computer Vision, propulsée par l’intelligence artificielle. Ce n’est plus de la science-fiction, mais un levier stratégique et ROIste qui redéfinit les standards de production. En tant que stratège, mon objectif n’est pas de vous vendre une technologie, mais de disséquer son implémentation, ses impacts mesurables et les opportunités qu’elle débloque pour transformer un centre de coût (le contrôle qualité) en un puissant moteur de profit et d’autorité de marque.
Qu’est-ce que la Vision par Ordinateur ? Démystification d’un Concept Clé
Avant d’analyser son application, il est impératif de déconstruire le concept. La vision par ordinateur est une branche de l’IA qui entraîne les ordinateurs à interpréter et à comprendre le monde visuel. En termes simples, nous donnons des yeux et un cerveau analytique aux machines. Le processus, bien que complexe en coulisses, peut être schématisé en plusieurs étapes logiques qui imitent la perception humaine, mais avec une précision et une endurance surhumaines.
- Acquisition d’image : Tout commence par la capture de données visuelles. Des caméras haute résolution (2D, 3D), des capteurs thermiques ou des systèmes d’imagerie hyperspectrale sont positionnés sur la ligne de production pour capturer des images ou des vidéos des pièces à inspecter. Le choix du capteur est une décision stratégique qui dépend de la nature du défaut recherché.
- Prétraitement : Les images brutes sont rarement parfaites. Cette étape consiste à « nettoyer » le signal pour l’algorithme. Cela inclut la réduction du bruit, l’amélioration du contraste, la normalisation de l’éclairage et la correction des distorsions de la lentille. Un prétraitement efficace est la garantie d’une analyse fiable en aval.
- Extraction de caractéristiques (Feature Extraction) : C’est ici que l’IA commence son travail. L’algorithme ne « voit » pas une portière de voiture ; il voit des contours, des textures, des gradients de couleur, des formes géométriques. Les modèles de Deep Learning, notamment les Réseaux de Neurones Convolutifs (CNN), excellent dans l’identification automatique des caractéristiques pertinentes (features) qui définissent un produit conforme ou un défaut.
- Segmentation et Classification : L’algorithme isole les zones d’intérêt (par exemple, une soudure spécifique sur un châssis) du reste de l’image (segmentation). Ensuite, il classifie cette zone. En se basant sur les milliers d’exemples sur lesquels il a été entraîné, il prend une décision : « Conforme », « Défaut de type A (rayure) », « Défaut de type B (porosité) ». Cette décision est quasi instantanée et basée sur des critères objectifs et quantifiables.
Ce processus permet de passer d’une inspection subjective et binaire (bon/mauvais) à une analyse quantitative, répétable et traçable, qui alimente non seulement le contrôle qualité mais aussi l’ensemble de la chaîne de valeur.
L’Écosystème Technologique du Contrôle Qualité par IA
Le déploiement d’une solution de vision par ordinateur ne se résume pas à l’installation d’une caméra et d’un logiciel. Il s’agit de la mise en place d’un écosystème intégré, où hardware, software et stratégie de données convergent pour un résultat optimal.
Les Capteurs et Caméras : Les Yeux de l’Opération
Le choix du matériel d’acquisition est la première brique fondamentale. Chaque type de défaut nécessite un « œil » adapté.
- Caméras 2D haute résolution : Idéales pour la détection de défauts de surface sur des pièces planes ou peu complexes : rayures sur la carrosserie, erreurs d’impression sur des étiquettes, défauts de peinture.
- Systèmes de vision 3D (Stéréovision, Lumière Structurée, Laser) : Essentiels pour le contrôle dimensionnel. Ils vérifient la conformité géométrique d’une pièce, la profondeur d’une bosse, l’alignement des composants ou le bon positionnement d’un joint d’étanchéité.
- Caméras thermiques : Utilisées pour les contrôles non destructifs sur les soudures ou les pièces composites. Une variation anormale de température peut indiquer une faiblesse structurelle interne, invisible à l’œil nu.
- Imagerie hyperspectrale : Cette technologie avancée analyse la composition matérielle d’une surface en capturant la lumière sur un grand nombre de bandes spectrales. Elle peut détecter une contamination chimique ou des variations subtiles dans un mélange de matériaux.
L’Inférence en Périphérie (Edge Computing) vs. le Cloud
Une fois l’image capturée, où la décision est-elle prise ? C’est un choix d’architecture crucial. L’Edge Computing consiste à placer la puissance de calcul (l’inférence du modèle d’IA) directement sur la ligne de production. L’avantage est une latence quasi nulle, indispensable pour un contrôle en temps réel à haute cadence. La décision « conforme/non conforme » est prise en millisecondes, permettant d’éjecter une pièce défectueuse sans ralentir la chaîne. Le Cloud Computing est utilisé pour l’entraînement des modèles, qui demande une puissance de calcul massive, et pour l’agrégation des données à long terme. Une architecture hybride est souvent la solution la plus ROIste : l’inférence rapide en local (Edge) et l’entraînement/analyse globale dans le Cloud.
Les Algorithmes de Deep Learning au Cœur du Système
Le « cerveau » de l’opération repose sur des modèles d’apprentissage profond (Deep Learning). Les Réseaux de Neurones Convolutifs (CNN) sont les champions incontestés de la classification d’images. Des architectures comme ResNet, VGG ou EfficientNet sont adaptées pour reconnaître avec une précision stupéfiante des défauts complexes. Pour les cas où les données de défauts sont rares (ce qui est une bonne chose en production !), des techniques comme les Réseaux Antagonistes Génératifs (GANs) peuvent être utilisées pour créer des images synthétiques de défauts, permettant d’entraîner le modèle de manière plus robuste.
Applications Concrètes : De la Tôle à la Turbine
La théorie est une chose, l’impact sur le terrain en est une autre. Voyons comment la vision par ordinateur se déploie concrètement dans ces deux industries de pointe.
Dans l’Industrie Automobile : La Quête de la Perfection à Grande Vitesse
Le secteur automobile est un jeu de volumes et de vitesse. Le contrôle qualité doit suivre la cadence sans jamais compromettre la sécurité ou l’esthétique.
- Inspection de la carrosserie et de la peinture : Des tunnels de lumière équipés de caméras haute définition scannent chaque véhicule. L’IA détecte les micro-rayures, les « peaux d’orange », les inclusions de poussière et les variations de teinte avec une objectivité qu’aucun œil humain ne peut garantir sur des milliers de véhicules par jour.
- Vérification des soudures (laser, par points) : Des systèmes de vision 3D et thermiques analysent la géométrie, la continuité et l’intégrité thermique de chaque point de soudure sur le châssis. Un cordon de soudure défectueux peut compromettre toute l’intégrité structurelle du véhicule en cas de collision.
- Contrôle d’assemblage : L’IA vérifie que chaque connecteur est bien enclenché, chaque vis est au bon couple de serrage (via l’analyse de son orientation finale), chaque joint est correctement positionné. Cela prévient les pannes électriques, les fuites et les rappels coûteux.
- Lecture de numéros de série (OCR) : La reconnaissance optique de caractères automatisée assure une traçabilité parfaite de chaque composant majeur (moteur, boîte de vitesses, etc.), liant la pièce physique à son jumeau numérique.
Dans le Secteur Aéronautique : La Tolérance Zéro comme Dogme
Ici, les volumes sont plus faibles, mais les enjeux sont décuplés. La complexité des matériaux et la sévérité des normes réglementaires exigent une précision absolue.
- Détection de défauts dans les matériaux composites : Les fuselages et les ailes modernes sont largement faits de composites en fibre de carbone. La vision par ordinateur, souvent couplée à des ultrasons ou à la thermographie, détecte les défauts internes comme le délaminage, la porosité ou les inclusions, qui sont invisibles en surface mais critiques pour la résistance de la structure.
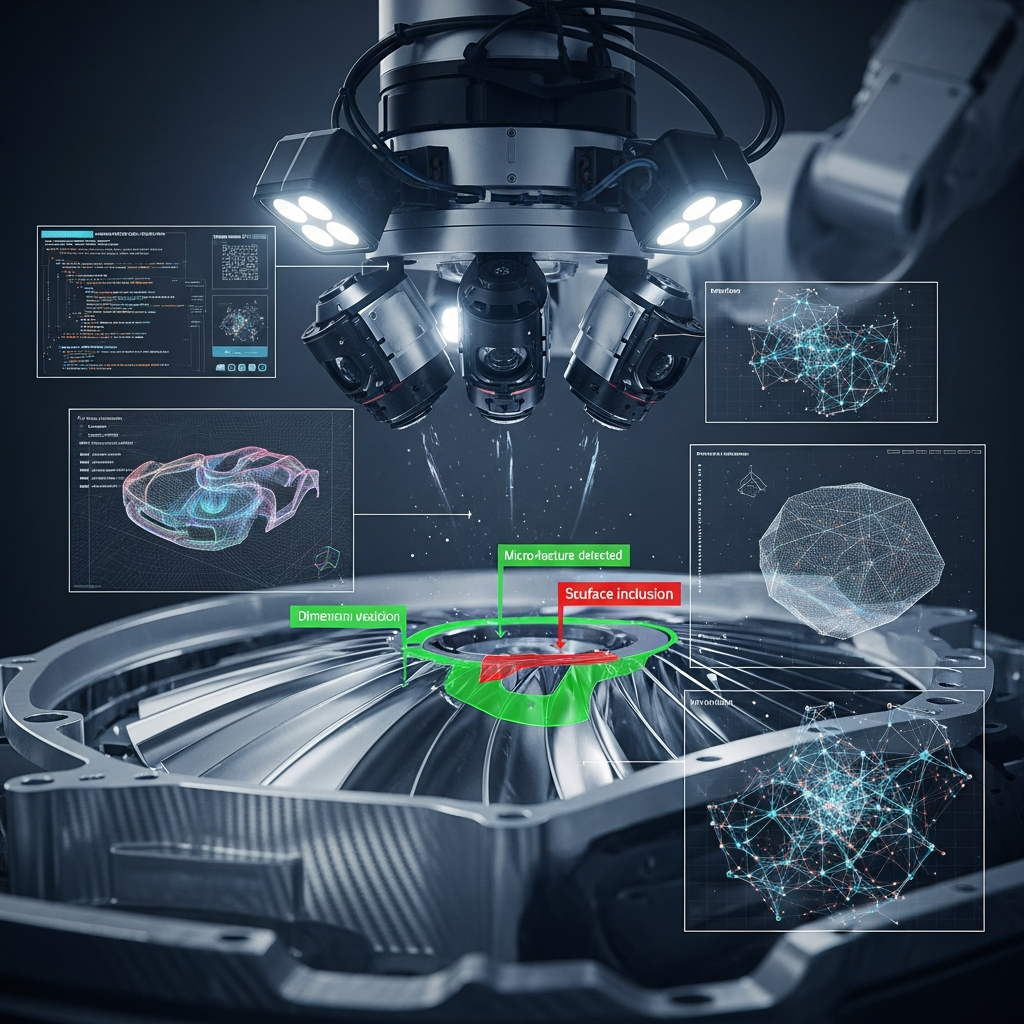
- Inspection des aubes de turbine : Ces pièces critiques subissent des contraintes extrêmes. Des systèmes de vision 3D automatisés scannent chaque aube pour détecter des microfissures, des signes d’usure ou des déformations de l’ordre du micron, bien au-delà des capacités de l’inspection visuelle humaine.
- Contrôle automatisé des milliers de fixations : Un avion est assemblé avec des centaines de milliers de rivets et de fixations. Des robots équipés de caméras vérifient la présence, le bon positionnement et l’état de chaque fixation, une tâche fastidieuse, répétitive et source d’erreurs pour un opérateur humain.
- Analyse de la fatigue des matériaux : En maintenance (MRO – Maintenance, Repair, and Overhaul), la vision par ordinateur compare l’état actuel d’une pièce avec son modèle numérique 3D d’origine pour quantifier l’usure et prédire sa durée de vie restante, optimisant ainsi les cycles de remplacement.
Au-delà du Contrôle Qualité : La Vision par Ordinateur comme Levier Stratégique
Limiter la vision par ordinateur à un simple outil de détection de défauts serait une erreur stratégique. Sa véritable valeur réside dans sa capacité à générer des données exploitables qui irriguent toute l’entreprise.
Optimisation des Processus et Maintenance Prédictive
Chaque défaut détecté est une donnée. En agrégeant ces données, l’IA ne se contente pas de dire « cette pièce est défectueuse », elle peut identifier des tendances : « La machine A produit 70% des défauts de type B entre 14h et 16h ». Cette information permet de passer d’une maintenance réactive à une maintenance prédictive. On n’attend plus la panne ou la production de rebuts ; on intervient sur la machine en amont, en se basant sur les signaux faibles détectés par l’analyse de la qualité de sa production.
Traçabilité Totale et Conformité Réglementaire
Dans l’aéronautique, la traçabilité est non négociable. La vision par ordinateur archive une preuve visuelle et quantitative de l’inspection de chaque composant critique. En cas d’audit ou d’incident, il est possible de remonter l’historique complet de la pièce, avec des données objectives et infalsifiables. Cela simplifie drastiquement la conformité avec des normes comme l’AS9100 et réduit les risques juridiques.
Réduction du « Crawl Budget » Industriel : Moins de Gaspillage, Plus d’Efficacité
En SEO, nous optimisons le « crawl budget » pour que Google explore nos pages les plus importantes. En industrie, le principe est le même : il faut optimiser le budget de ressources (temps, matière, énergie). En détectant les défauts au plus tôt dans la chaîne de production, on évite d’investir de la valeur ajoutée (usinage, assemblage, peinture) dans une pièce qui sera finalement mise au rebut. Le retour sur investissement ne se mesure pas seulement en réduction des déchets, mais en optimisation de la capacité de production globale.
Implémentation d’un Projet de Vision par Ordinateur : Une Feuille de Route Analytique
Un projet d’IA n’est pas un projet informatique classique. Il nécessite une approche itérative et centrée sur la donnée. Voici une feuille de route structurée pour un déploiement réussi.
| Étape | Objectif Principal | Points de Vigilance Techniques | Impact Business (ROI) |
|---|---|---|---|
| 1. Audit & Preuve de Concept (POC) | Identifier le cas d’usage le plus ROIste. Valider la faisabilité technique sur un périmètre limité. | Qualité de l’éclairage, choix de la caméra, définition claire des classes de défauts. | Démontrer la valeur, obtenir l’adhésion des équipes, sécuriser le budget pour le déploiement. |
| 2. Collecte & Annotation des Données | Constituer un jeu de données (dataset) représentatif de la production, avec des milliers d’images annotées (conforme/non conforme). | La diversité des exemples est clé. Utiliser des outils d’annotation semi-automatisés. Garantir la cohérence des annotations. | La qualité du dataset conditionne 90% de la performance finale du modèle. C’est l’actif le plus précieux du projet. |
| 3. Entraînement & Validation du Modèle | Développer et entraîner le modèle de Deep Learning jusqu’à atteindre les métriques de performance cibles (précision, rappel). | Éviter le surapprentissage (overfitting). Choisir la bonne architecture de CNN. Optimiser les hyperparamètres. | Obtention d’un « cerveau » numérique fiable, capable de surpasser les performances humaines en termes de vitesse et de précision. |
| 4. Déploiement & Intégration | Intégrer la solution (hardware et software) sur la ligne de production sans perturber le flux. Connecter le système à l’ERP ou au MES. | Optimisation du modèle pour l’inférence en Edge. Gestion de la latence. Robustesse de l’intégration physique. | Passage de la théorie à la pratique. Le système commence à générer de la valeur en temps réel. |
| 5. Monitoring & Amélioration Continue (MLOps) | Surveiller les performances du modèle en production. Mettre en place un processus pour le ré-entraîner avec de nouvelles données. | Détection de la dérive du modèle (model drift). Pipeline de données automatisé pour l’amélioration continue. | Garantir que le système reste performant sur le long terme, s’adapte aux nouvelles productions et aux nouveaux types de défauts. |
Les Défis et les Limites : Une Vision Réaliste pour une Stratégie Robuste
Ignorer les défis serait une erreur. Le succès d’un projet de vision par ordinateur dépend d’une lucidité totale sur ses contraintes. La principale est la donnée : la règle du « Garbage In, Garbage Out » est implacable. Un dataset de mauvaise qualité ou non représentatif mènera inévitablement à un système inefficace. La gestion des cas rares ou des défauts jamais vus auparavant (« black swans ») reste également un challenge technique qui nécessite des stratégies d’apprentissage continu. Enfin, l’investissement initial en matériel et en compétences est réel, mais il doit être analysé non pas comme un coût, mais comme un investissement stratégique avec un ROI calculable en termes de réduction des rebuts, d’augmentation de la productivité et de renforcement de l’image de marque.
Vers une Industrie 4.0 Intelligente et Sans Compromis
La vision par ordinateur n’est pas une simple technologie de contrôle. C’est un catalyseur fondamental de l’Industrie 4.0. Elle transforme les lignes de production en écosystèmes intelligents, capables de s’auto-diagnostiquer, de s’optimiser et d’apprendre en continu. Pour les géants de l’automobile et de l’aéronautique, l’adoption de cette technologie n’est plus une option, mais une condition sine qua non pour rester compétitif sur un marché global où la qualité n’est pas négociable. En capturant une donnée objective à chaque étape clé du processus, les industriels ne se contentent plus de fabriquer des produits ; ils construisent un capital de données qui devient leur avantage concurrentiel le plus durable. L’ère du « presque parfait » est révolue. L’ère du zéro défaut, pilotée par la donnée et l’IA, ne fait que commencer.
🚀 Continuez votre lecture :
- 👉 Tanger Med : Comment l’IA Révolutionne la Chaîne Logistique et Propulse la Performance Portuaire
- 👉 IA Prédictive au Maroc : La Révolution Silencieuse de l’Agro-industrie pour Maximiser les Rendements Face à la Pénurie d’Eau
- 👉 Analyse de Sentiments en Darija : L’Avantage Compétitif Ultime pour les Centres d’Appels et le Secteur Offshoring Marocain
- 👉 Finance Islamique 2.0 : Comment l’IA Garantit la Conformité et Optimise la Décision d’Investissement